
联 盛 焊 材




| ER1100 | 符合:化学成分标准:GB/T3190-1996 |
|
|
|
| 纯铝焊丝 | 相当: AWS A5.10:1999 |
|
|
|
| 相当: 焊丝标准: GB10858-2008 | |
|
性能特点:纯铝焊丝,铝含量≥99.0%;该焊接材料具有极好的抗腐蚀性能,优良的导热、导电性能以及极好的可加工性能, 焊缝成形美观光亮、 电弧稳定、 飞溅小。在阳极处理后具有很好的颜色配比性。
化学成分:
熔敷金属力学性能:
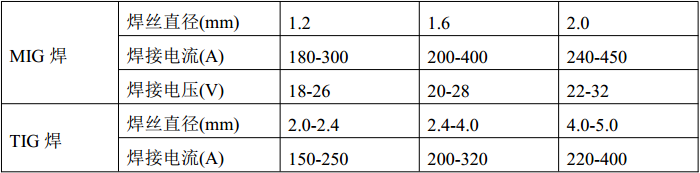
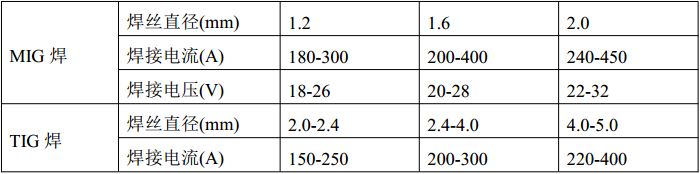
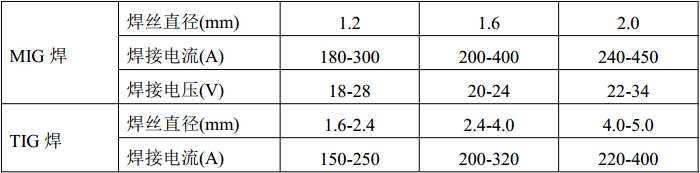
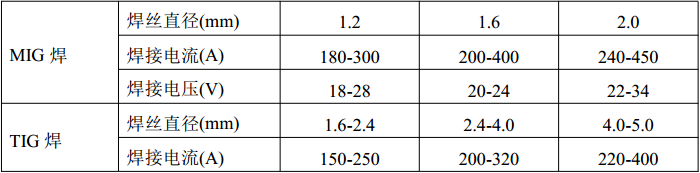
参考焊接参数:
注意事项:
υ 焊接时可采用垫板托住熔化金属,以保证焊缝成形,并避免产生裂纹。 |
|


| ER1070 | 化学成分标准:GB/T3190-1996 |
|
|
|
| 纯铝焊丝 | AWSA5.10:1999 |
|
|
|
| 焊丝标准:GB10858-2008 | |
|
性能特点: 纯铝焊丝,相当于HS301,铝含量≥99.7%;该焊接材料具有极好的抗腐蚀性能,优良的导热、 导电性能以及极好的可加工性能, 焊缝成形美观光亮、 电弧稳定、 飞溅小。 在阳极处理后具有很好的颜色配比性 用途: 用于纯铝的氩弧焊的填充材料,广泛应用于电解铝厂铝母线和导杆的连接以及电力、化学、食品、运动器材、铁路机车等相关铝合金的焊接。 化学成分:
熔敷金属力学性能:
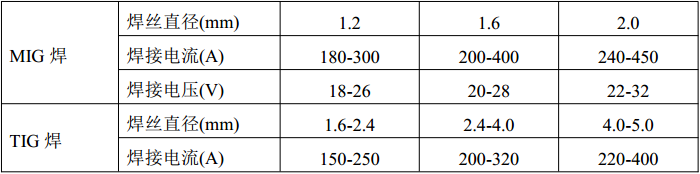
参考焊接参数:
注意事项: υ 焊接时可采用垫板托住熔化金属,以保证焊缝成形,并避免产生裂纹。 |
|


| ER5556 | 化学成分标准:GB/T3190-1996 |
|
|
|
| 铝镁焊丝 | AWS A5.10:1999 |
|
|
|
| 焊丝标准:GB10858-2008 | |
|
性能特点: ER5556 是含 5%镁及较 0.8%锰含量的铝镁焊丝, 具有较高的强度, 良好的耐蚀性 及抗裂性能。焊接性能优良、电弧稳定,焊缝成形美观细腻、飞溅少,阳极化处理后为白色。
用途: 用于 5XXX 系列高强度铝镁合金的焊接,如 5083、 5456。广泛应用于军工、储罐、造船、海洋工程和空分等行业中相关铝合金的焊接。
化学成份:
熔敷金属力学性能:
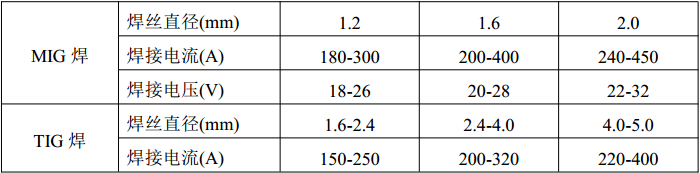
参考焊接参数:
注意事项: υ 焊接时可采用垫板托住熔化金属,以保证焊缝成形,并避免产生裂纹。 |
|



| ER5356 | 化学成分标准:GB/T3190-1996 |
|
|
|
| 铝镁焊丝 | AWS A5.10:1999 |
|
|
|
| 焊丝标准:GB10858-2008 | |
|
性能特点: 相当 ER 5356,也称 HS331,是含镁 5%的铝合金焊丝,具有良好的耐蚀性、抗热 裂性、强度高, 可锻性好。 焊缝成型美观细腻、 飞溅少, 阳极化处理为白色, 能提供良好的
配 色,是一种用 途广泛的通用型焊材。
用途: 化工压力容器、 自行车、 铝滑板车等运动器材, 机车车厢、 兵工生产、 造船、 航空等行业相关铝合金的焊接。在铝硅镁、铝锌镁合金的焊接及铝镁合金铸件的补焊上也被采用。
化学成份:
熔敷金属力学性能:
参考焊接参数:
注意事项: υ 焊接时可采用垫板托住熔化金属,以保证焊缝成形,并避免产生裂纹。
|
|


| ER5183 | 化学成分标准:GB/T3190-1996 |
|
|
|
| 铝镁焊丝 | AWS A5.10:1999 |
|
|
|
| 焊丝标准:GB10858-2008 | |
|
性能特点: ER5183 是含镁近 5%及较高锰含量的铝镁焊丝, 用于焊接镁含量较高要求具有较 强抗拉强度的焊接(如要求抗拉强度为 276MPa 或更高时) 5083 和 5654 母材, 抗海水腐蚀和 低温性能优良。焊缝阳极化处理后为白色,能为焊接接头提供良好的配色。
用途: 用于船舶结构 、海洋平台、低温容器、铁路机车和汽车工业等相关铝合金的焊接 。 化学成份:
熔敷金属力学性能:
参考焊接参数:
注意事项: υ 焊接时可采用垫板托住熔化金属,以保证焊缝成形,并避免产生裂纹。 |
|


| ER4047 | 化学成分标准:GB/T3190-1996 |
|
|
|
| 铝硅焊丝 | AWS A5.10:1999 |
|
|
|
| 焊丝标准:GB10858-2008 | |
|
性能特点: ER4047 是含硅 12%的共晶型铝硅焊丝, 比 4043 焊丝有更低的熔点和更细的凝固 区间, 硅含量高, 流动性好, 并将热裂倾向降到最低, 增加焊缝的剪切强度。 阳极化处理后的 颜色为灰黑色。
用途: 用于铝硅、铝硅镁、铝硅镁铜系锻铝及铸铝( 7%Si)的氩弧焊,更广泛用于纯铝、铝锰、铝硅镁合金的钎焊。
化学成份:
熔敷金属力学性能:
参考焊接参数:
注意事项:
υ 焊接时可采用垫板托住熔化金属,以保证焊缝成形,并避免产生裂纹。 |
|


| ER4043 | 化学成分标准:GB/T3190-1996 |
|
|
|
| 铝硅焊丝 | AWS A5.10:1999 |
|
|
|
| 焊丝标准:GB10858-2008 | |
|
性能特点: 三众牌 ER 4043 是含硅 5%的铝硅合金焊丝,也称 S311,流动性好,由于它对热裂纹的敏感性较弱, 也被用于焊接锻造和铸造材料。 也用作除铝镁合金以外的铝合金工件和铸件的氩弧焊及钎焊时的填充材料。焊接时容易在焊缝中生成脆性 Mg2Si,使接头的塑性和耐蚀性降低。焊逢成型美观光亮,电弧稳定,飞溅小,但阳极化处理后更与母材颜色不同。
用途: 用于 6061 等 6XXX 系列铝合金、 3XXX 系和 2XXX 系铝合金及铸铝的焊接。 广泛用于船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱。 化学成份:
熔敷金属力学性能:
参考焊接参数:
注意事项:
υ 焊接时可采用垫板托住熔化金属,以保证焊缝成形,并避免产生裂纹。 |
|


联盛焊接材料
